Uno de los principales desafíos que presenta el sistema Just In Time (JIT) es el de lograr un equilibrio en la producción, permitiendo un funcionamiento armónico en función de la demanda del cliente. Aquí aparece el concepto de sistema pull, en donde el cliente «tira» desde su extremo para indicar la necesidad de entrega, haciendo que el sistema produzca sólo lo que el cliente pide. Esto se opone al tradicional sistema push en donde se fabrican lotes de productos independientemente de la demanda externa, «empujando» la producción hacia el cliente.
El análisis de las variaciones de la demanda del cliente, propias de un sistema pull, deben ir acompañadas siempre de una correcta adaptación del sistema productivo para que pueda funcionar de manera armónica. Para esto, se deben conocer a la perfección los procesos y los efectos que las variaciones de la demanda poseen sobre ellos. El método heijunka (平準化) cuya traducción literal podría ser «nivelación» busca comprender de manera inteligente la demanda del cliente y adaptar los procesos para poder cumplir con ella evitando excesos de inventario de materia prima, de producto en proceso y producto terminado. Sólo lo necesario para que cada etapa entregue a la siguiente la cantidad justa. No menos, ya que existirían tiempos muertos y no más, ya que existiría inventario excedente, lo cual representa dinero inmovilizado.
El sistema tradicional push se caracteriza por producir grandes lotes de productos iguales de manera planificada independientemente de las pequeñas variaciones en la demanda que puedan existir, tanto en cantidad como en modelo. Esto no sólo ocasiona exceso de inventario, sino que produce tiempos de entrega mayores. Si, por ejemplo estamos produciendo según planificación un gran lote del producto A, y el cliente requiere una cantidad determinada del producto B tenemos dos opciones: esperar a terminar de producir el lote de A (tiempo innecesario y exceso de producto A), o parar la producción de A de manera no planificada, lo cual representa un tiempo y un costo importante no previsto. Dentro de la filosofía lean, todo exceso en tiempo o en inventario es desperdicio (muda) y debe ser evitado.
Supongamos que nuestra planta fabrica tres productos diferentes: A, B y C. Basándonos en una demanda promedio, planificamos fabricar este mes:
- 100 unidades de A
- 150 unidades de B
- 50 unidades de C
Según el pensamiento push, produciríamos en primer lugar las 100 unidades de A, lo cual nos puede llevar varios días (en promedio, podemos producir 10 unidades diarias, que nos alcanza para cumplir con las 300 unidades en total de productos planificadas del mes). De manera aproximada, los primeros diez días los utilizaríamos para fabricar 100 unidades de A, los siguientes quince días para las 150 de B y los cinco días restantes en las 50 unidades de C. Veamos una distribución típica:

Pero, ¿qué pasa si el día 15, en plena fabricación de B nos piden de urgencia algunas unidades de C? O esperamos hasta el día 20, es decir, 5 días de demora innecesaria o paramos la producción de B, lo que arruina lo planificado y seguramente impacte en el cumplimiento y produzca costos adicionales.
¿O qué sucede si del día 18 al 24 tenemos una máquina parada?. Perderemos seguramente la posibilidad de producir 70 unidades de B o retrasaremos o impediremos la fabricación de C para terminar con B.
Aplicando heijunka, lo que hacemos es reducir el tamaño de los lotes e ir intercalando diferentes tipos de productos de manera ordenada, permitiéndonos cumplir con urgencias y reducir el impacto de paradas de línea o imprevistos. Al menos, siempre tenemos una cantidad suficiente de cada producto para suplir cualquier necesidad inesperada.

Si el 15 de mes nos piden algunas unidades de C, al final del día ya tendremos 50 unidades listas para entregar, es decir, todas las previstas para el mes. Si del 18 al se produce una avería, perderemos un porcentaje de A y otro de B, pero el impacto será mucho menor en el cumplimiento general.
Como se puede apreciar, los lotes tienen un tamaño considerablemente menor, lo que permite no sólo reducir el impacto de algún imprevisto sino que nos da flexibilidad para realizar algún cambio «sobre la marcha» si fuera necesario. De más está decir que todos los productos se fabrican en la la misma línea de producción, la cual se va adaptando a la necesidad puntual.
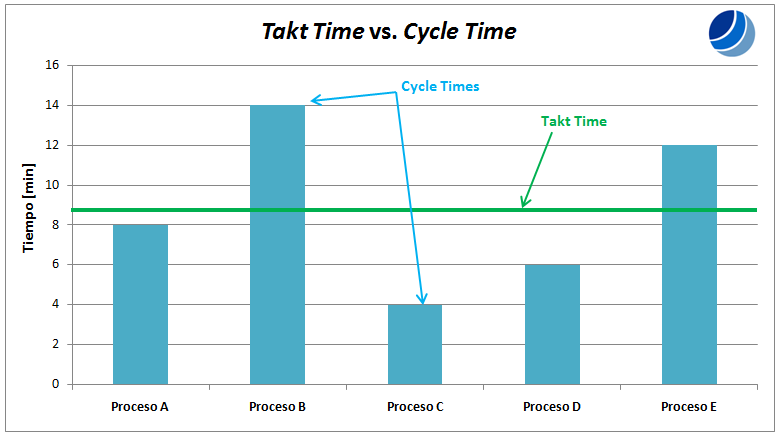
El secreto de un buen funcionamiento del heijunka, y del sistema JIT en general, es lograr lo que se conoce como flujo continuo: producción de pequeños lotes a un ritmo específico. Cada producto pasa de una etapa a otra sin quedar inmovilizado o acumulado como inventario. Cada etapa produce sólo lo que la siguiente le exige, ni más ni menos, concepto fundamental de los sistemas pull. La sincronización del funcionamiento del sistema se rige por lo que se conoce como takt time, el cual fue analizado en una publicación anterior. Es indispensable que trabajemos sobre los cambios de modelo, proceso que debe realizarse de manera estandarizada rápida y sencillamente (por ejemplo, con métodos como SMED).
El flujo continuo no sólo es un flujo de materiales, sino que en paralelo se producen dos flujos importantes: el de información y el del personal. La información debe circular por la planta de manera estandarizada. Esto permite fluidez y versatilidad para la toma de decisiones, ayudando a la flexibilidad del sistema en general. La técnica más utilizada para el flujo de información en JIT es el de las tarjetas kanban, tema que será analizado en otra publicación. Por otro lado, el personal debe poder adaptarse a las necesidades específicas del momento. Esto se logra con un equipo de trabajo preparado para desempeñar diferentes funciones (polivalencia del personal, o shojinka), con estaciones de trabajo versátiles y sencillas de modificar. Profundizaremos más sobre cada uno de estos aspectos en otras publicaciones.