
El Control Estadístico de la Calidad es una poderosa herramienta para analizar cómo está funcionando nuestro proceso. Si bien se asocia habitualmente su aplicación a procesos de manufactura, puede ser utilizada en infinidad de aplicaciones. Uno de los grandes pilares de la Gestión de la Calidad Total (TQM) es la conformidad con las especificaciones. El Control Estadístico de la Calidad o Control Estadístico de los Procesos (SPC, por sus iniciales en inglés) nos permite conocer si el resultado de cualquier proceso que esté bajo análisis cumple con lo especificado o no. Sin mayor profundidad estadística ni matemática intentaremos dar una noción de su importancia y sus aplicaciones. En futuras publicaciones se ahondará más en sus detalles.
¿Cuál es el primer paso? Conocer la variabilidad de nuestro proceso.
Por más controlado que se encuentre nuestro proceso, posee indefectiblemente una variabilidad de los resultados que produce. Todas las piezas que salen de una lìnea son diferentes, todos los resultados de una campaña de marketing son diferentes, la facturación mes a mes es diferente. Podemos conocer las causas más importantes de esta variabilidad, estimarlas muy bien pero nunca conoceremos exactamente qué sucederá.
Podemos tener comportamientos aleatorios (causas comunes), que podemos representar a través de una distribución estadística. Logrando este comportamiento (mediante la eliminación de las causas sistemáticas o causas asignables), podemos avanzar en el conocimiento de nuestro proceso. Con esto estaremos seguros que la variabilidad del proceso sigue una distribución conocida.

Segundo paso: Eliminar las causas asignables.
Se deben identificar las causas asignables y se deben eliminar. Por ejemplo, si el proceso produce resultados erráticos porque una máquina esta funcionando incorrectamente, se debería reparar. Aquí desaparecería esta fuente de variabilidad que afecta a la distribución habitual.
Tercer paso: Conocer la distribución de las causas comunes
No es factible conocer cuáles son las causas comunes, pero se puede acotar su comportamiento a una distribución estadística. Esto permite contar con un patrón de comportamiento facilitando su análisis. En general, poseen una distribución normal.
La distribución de las causas comunes se caracteriza por 3 parámetros fundamentales:
- La media. Es el promedio aritmético de las observaciones.
- La dispersión. El desvío estàndar nos indica qué dispersión tienen los valores de todas las observaciones con respecto a la media.
- La simetría. Indica si el patrón de la distribución es simétrico con respecto a la media o es sesgado.
¿En qué consiste el Control Estadístico de los Procesos?
Consiste básicamente en medir los resultados de los procesos y determinar si los mismos se encuentran bajo control. Es decir, si los valores obtenidos en las mediciones correspondientes se encuentran dentro de los patrones esperados.

Existen dos maneras de medir la calidad de los procesos:
- Una es la medición por atributos. Aquí se mide una característica del producto (o servicio) y se determina si es aceptable o no. Es un pasa / no pasa.
- La otra es la medición por variables. Se mide de manera continua una variable del proceso. Aquí generalmente aparecen todas las variables que tomen valores continuos (por ejemplo: longitud, peso, temperatura, facturación, rentabilidad, número de accidentes, no conformidades, etc).
¿Cómo se utilizan las Gráficas de Control?
Las Gráficas de Control son diagramas ordenados en el tiempo en donde se representan los valores obtenidos durante la observación. Se determina un valor nominal, el que deseamos que la variable tome, el que esperamos.
Luego se determinan dos lìmites de control. Un acotamiento de control superior (UCL) y un acotamiento de control inferior (LCL). Su valores están directamente relacionados con la distribución estadística de la variable.Si los valores observados caen por fuera de estos límites, se considera que nuestro proceso está fuera de control. Se deben identificar las causas asignables que correspondan y se deben eliminar.
Algo importante a observar es que, muchas veces, es positivo que nuestro proceso se vaya por fuera de los límites. Por ejemplo, si lo que estamos graficando corresponde a la rentabilidad de una empresa no habrá problemas en tener puntos por encima del UCL.
Pero no sólo con puntos fuera de los acotamientos se puede determinar que un proceso se encuentra fuera de control. Existen algunos comportamientos predefinidos que siguen un patrón que pueden considerarse propios de un proceso fuera de control.
Procesos bajo control
Un proceso con comportamiento normal debería verse armónico, con suaves variaciones, sin exceder las cotas y sin tendencias. Por ejemplo, la siguiente gráfica corresponde a un proceso bajo control: |
| Comportamiento Normal - Proceso bajo control |
Procesos fuera de control
Existen diversos casos en los que se deben analizar las causas (y actuar sobre ello), en los que se considera que el proceso está fuera de control: |
| Comportamiento errático |
 |
| Un punto fuera del lìmite inferior |
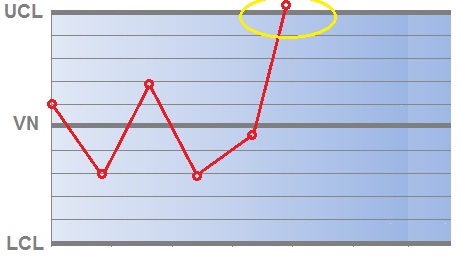 |
| Un punto fuera del lìmite superior |

 |
| 5 puntos consecutivos sobre la línea central |
 |
| 2 puntos consecutivos cerca del lìmite inferior |
 |
| 2 puntos consecutivos cerca del lìmite superior |

 |
| 5 puntos consecutivos con tendencia descendente |
Errores en su uso
Las gráficas de control son una excelente herramienta orientativa acerca del estado de nuestro proceso. Pero no son infalibles. Podemos cometer errores en los criterios tomados. Existen dos tipos de errores en los que podemos caer:
Errores del Tipo I: Se rechaza un conjunto de datos o lote de buena calidad (que debería haber sido aceptado).
Errores del Tipo II: Se acepta un conjunto de datos o lote de mala calidad (que debería haber sido rechazado).
Excelente y sencilla explicación de las gráficas de control.
ResponderBorrarMuchas gracias! (disculpa la demora en responder..)
BorrarInformacion,Excelente, llevaba tiempo buscado los sintomas de un proceso que no esta bajo control, Gracias por el aporte.
BorrarExcelente contenido.Gracias Raúl.
ResponderBorrarMuchas gracias Elkin por el interés de siempre!! Saludos
BorrarExcelente contenido.Gracias Raúl.
ResponderBorrarMuy clara explicación. Muchas gracias!
ResponderBorrarGracias a ti Ana Luisa por el comentario. Saludos!
BorrarExcelente...una herramienta muy simple pero muy efectiva, especialmente en industrias manufactureras.
ResponderBorrarMuchas gracias Juan Francisco! Un cordial saludo
BorrarMuy Buena Explicacion
ResponderBorrarMuy Buena explicación, sin embargo hablando un poco de otro tema me gustaria que me ayudaras a entender un poco todo lo reacionado con el CPK se que el CPK adecuado es de 1.33 estadisticamente sin embargo cuando encuentro un CPK de 1.00 no tengo los suficientes argumentos para decir que no es el adecuado..
ResponderBorrarsi me pudieras ayudar con eso te lo agradeceria bastante.
Saludos,
Este comentario ha sido eliminado por el autor.
BorrarHola Ely, quizá este artículo te pueda ayudar a entender lo que es el CpK, hay que recordar que el 1.33 es una convención aceptable por la mayoría de profesionales de calidad, pero tener un CpK de 1.00no es malo en sí, malo sería que estuviera por debajo de 1 como 0.50 o 0.60.
Borrarhttp://support.minitab.com/es-mx/minitab/17/topic-library/quality-tools/capability-analyses/capability-metrics/cpk-cpu-and-cpl-measures-of-potential-process-capability/
Excelente... Mil gracias...
ResponderBorrarAl punto...
Muy didactica e interesante la explicacion.
ResponderBorrarMetodologias sencillas. Dispones de excel para introducir estos datos y graficas q los representen?.
Estimado Ely, vamos a comentar un poco el tema del CPK.
ResponderBorrarCuando dices que tienes un CPK = 1,33 es que está usando una franja de 0,75 de la tolerancia total que tienes en uso. Eso era en los años de 1990.
Luego, (años 2000), se pasó a un CPK = 1,66, con lo cual, se usó una franja de 0,59
la tolerancia total de que se debe usar.
Pero en la actualidad, en Japón se usa un CPK = 2,00, con lo cual la franja usada es de 0,5 o sea, 50% de la tolerancia especificada. Con esto se puede garantizar un nivel de calidad de: 50 ppm (50 partes por millón de posibilidad de encontrar errores en la muestra analizada).
Resumiendo: el valor de CPK que puedas, debas o quieras usar, está en función de lo que tus clientes exijan como posibilidad de error a encontrar.
Todo esto lo puedes encontrar en un buen libro de Control Estadístico de Procesos.
Gracias por tus comentarios, interesante como varia el cpk.
BorrarMuy buenas. Aportación muy interesante! Agradecería que me facilitasen bibliografía al respecto por favor. Gracias de antemano!
ResponderBorrarUna explicación con facilidad de entendimiento. Una vez más gracias por el aporte Raúl. Saludos
ResponderBorrar